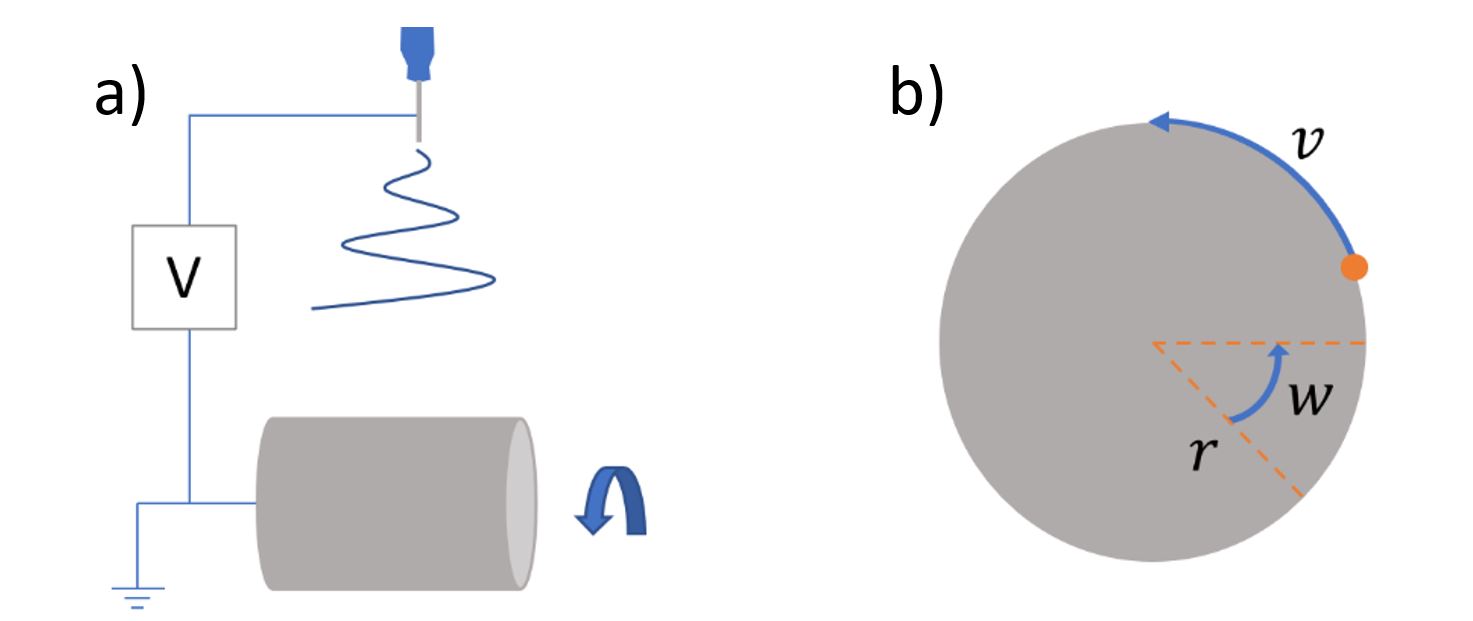
The most efficient, and increasingly common method of collecting aligned fibers is by using a rotating drum collector (Figure 2a). To achieve your desired fiber orientation, the key parameters to optimize during fiber collection are the diameter of the rotating drum collector, and the drum’s speed. The degree of fiber alignment is determined by the linear speed of the rotating collector. As linear speed increases, fibers become more aligned. Linear speed on a rotating collector is calculated by r×w, where v = linear velocity, r = radius of drum collector, and w = angular velocity (Figure 2b). A rotating drum with a 10 cm diameter operating at 500, 1,000, and 2,000 rpm will generate a linear speed of 2.62, 5.24, and 10.47 m s-1, respectively. A 20 cm drum will achieve these same linear speeds at half the rpm.